

Rotational moulding
In rotationalmoulding,a chargeof plastic powderis placed in one half of a metal mould.The mouldhalves are thenclamped together and heated while the mould rotates biaxially. The powder particles melt and coalesce to form a homogeneous layer on the surface of the mould. The mould is then cooled and the polymer layer densi es and solidifies.Rotational moulding competes with blow moulding,thermoformingand injection moulding for the production of hollow parts. The main advantages of this process are the simplicity of the moulds and the low capital investment requirement. Cycle times are large,~15 – 30 min. Rotationalmoulding is mainly used for large tanks (up to 85 m 3 reported), toys and hollow parts that require frequent design modi cations.
The process of coalescence and subsequent densi cation is usually referred to as sintering by rotational moulding practitioners.In powder metallurgy, however, the term sintering usually refers to compaction of powders below their melting point.
Powder injection moulding and thixomoulding
Powder injection moulding (PIM) and thixomoulding are two processes that use traditional polymer processing principles for the production of metal parts.
In PIM, fine powders are blended into a ‘binder’ to hold the particles together, and are mixed with additives to form the ‘feedstock’. The feedstock is then used in suitably modi-fied, but otherwise conventional, polymer injection moulding machinesfor injection into moulds. After debinding and heating, the metal welds together by a sintering process to form strong metal or ceramic parts. Various types of ferrous alloys and oxide ceramics are suited to this process.
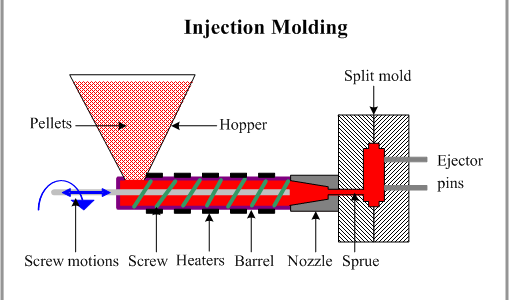
In thixomoulding, metal alloy granules are fed from a hopper into the gap between a barrel and a rotating screw,and are heated by shearing to form a semisolid slurry. The material is then injected into a heated mould. By cooling, the material is solidi ed, and then it is removed from the mould and trimmed. Magnesium, aluminium and zinc are suited to thixomoulding. Currently, magnesium is mostly used in this process.
Wonderful post but I was wanting to know if you could
write a litte more on this subject? I’d be very grateful if you could elaborate a little bit further.
Appreciate it!
I don’t even know how I ended up here, but I thought this post was great.
I do not know who you are but certainly you’re
going to a famous blogger if you aren’t already 😉 Cheers!