

There’s a particular silence that falls on the factory floor when a large-diameter PTFE rod fails. It’s not the silence of a machine at rest; it’s the heavy quiet of a cost calculation happening in real-time. A worker stands before a 150mm billet, straight off the ram extruder. The naked eye catches it first—an eccentricity in the blank, a subtle drunkenness in its geometry. The CNC shop will reject it on sight because the core is too far off-center, leaving insufficient machining allowance. This isn’t a minor defect. This is a death sentence for a piece of material whose raw resin cost was 50 times that of a 20mm rod. One single scrap event on a large-diameter billet can obliterate the margin on an entire batch of smaller components.
How does it happen? The post-mortem almost always points to three interrelated mechanical failures that cheap extrusion lines are designed to produce.
For engineers who have spent years specifying PTFE processing equipment, this failure pattern is familiar. SUKO has been building PTFE rod ram extruders since 2006 — we know exactly which alignment geometry produces uniform preforms and which shortcuts produce the kind of scrap bill that follows a 150mm billet out the door.
1. Precision Failure: Three Ways a Cheap Extruder Manufactures a Warranty Claim
First, mold alignment. In a horizontal ram extruder, even a micron-level misalignment between the ram axis and the die orifice creates a vector of uneven pressure during compaction. The paste extrudes asymmetrically, embedding a fatal eccentricity from the moment the preform leaves the barrel. On large-stroke machines like the SUKO PFB150, which handles rod diameters from 80 to 150mm, the alignment between the ram centerline and the die holder isn’t just a setup parameter—it’s a structural design requirement. A machine of this class either has a precision-bored barrel with integrated guide bushings or it doesn’t. If the ram can deflect by even half a millimeter across a 1,200mm stroke, you’re not making billets; you’re making expensive landfill.
Second, velocity control. To cut costs, some manufacturers substitute a robust closed-loop hydraulic servo with a simple directional valve and a prayer. The resulting speed fluctuation introduces laminar shear discontinuities that manifest as micro-cracks or internal delamination, invisible until sintering bakes them into catastrophic flaws.
Third, cooling. A rod of this mass carries a thermal gradient like a geological formation. Cooling too fast, or unevenly across its length because of a draft in the bay, locks in internal stresses that will warp the rod like a banana over the next 48 hours. The machine didn’t just make a bad part; it manufactured a future warranty claim.
2. The Hidden Cost of Budget Hardware: Downtime Is a Customer-Exit Accelerator
The purchase price of a ram extruder is a seductive lie. The truth is written in hydraulic oil pooled on the shop floor. A budget machine runs smoothly for six months, maybe a year. Then the seal degradation cascade begins. The primary ram seal, typically a low-grade polyurethane specified to shave $40 off the BOM, starts to bypass. Pressure ripple appears in the extrusion cycle. That ripple, transmitted through the paste, produces a density variation along the rod length. Now your production manager can’t automate the cut-to-length station because every blank is a different weight, a different final dimension. The maintenance log shows that mean time between failure has dropped below the batch cycle time—you are spending more hours troubleshooting leaks and PLC errors than producing sellable stock.
Meanwhile, your customer, a seal manufacturer running lights-out machining cells, receives one out-of-spec shipment. They don’t complain. They just add your closest competitor to the approved vendor list. You learn about it when their next RFQ excludes you.
3. The Sintering Crucible: When “Close Enough” Controls Cost $30,000
Even if the green billet is perfect, you still have to survive the kiln. Large-diameter PTFE sintering is a thermodynamic crucible where “close enough” controls are a recipe for a $30,000 landfill contribution. The industry standard often parrots a heating rate of 1°C per minute. For a massive rod, this is dangerously aggressive. At 3°C/min, the differential expansion between the skin and the core literally tears the polymer apart—cracking isn’t a risk; it’s a certainty. The true safe window for a 150mm solid is closer to 2°C per hour during the critical crystalline melt transition, but that’s only half the story.

The real problem is that 30-degree lie. Your oven’s thermocouple is reading the air temperature at the cabinet wall, not the actual core temperature of the polymer. An air-reading TC will signal “soak complete” while the center of your rod is still 30°C below the gel state threshold. You execute a cooling profile on an under-sintered core, and the resulting residual stress puts a 500kg batch directly into the scrap bin. The order is now three weeks late, and you’re explaining to a chemical plant why their lined valve components won’t ship. A generation of processors has limped along with “good enough” ovens, unaware that their yield on large sections could jump from 85% to 99% if they instrumented the part, not the atmosphere.
This is precisely the architecture behind furnaces like the SUKO sintering system, which places a PT100 probe directly into a sacrificial core sample. You’re no longer inferring internal temperature from ambient air; you’re reading the real thermal history of the polymer mass. When your soak timer starts based on what the material actually experienced, not what the cabinet thermocouple guessed, the 30-degree delta disappears from your process. The same logic extends to tubular sections, where a machine like the PFG300 handles diameters up to 300mm—the thermal mass is enormous, and without core-level sensing, you’re not controlling a sinter cycle; you’re gambling.
4. The Spare-Parts Halo Effect: When “Premium” Means “Wait Eight Weeks”
European engineering has a deserved pedigree, but a halo effect has masked a brutal commercial reality for PTFE processors. A seal failure on a premium German ram extruder can stop a line for eight weeks. Not because the diagnosis is hard, but because a $200 polyurethane sealing set is sitting in a bonded warehouse in Frankfurt, subject to an export process that moves at the pace of a 19th-century customs house. An injection mold insert is quoted with a six-week lead time. Two months of downtime evaporate your delivery performance rating. When that seal finally arrives, FedEx’d in a box that cost more than the part, the customer who needed those 50mm hydraulic seals has permanently re-sourced. In a niche industry like PTFE stock shapes, loyalty is a function of uptime, not brand origin. A machine that is down waiting for a transatlantic signature is no different from a machine that never existed.
5. The Compliance Wall: When Your Machine Is a Legal Instrument
Finally, the materials you process are moving into regulated environments where the producer’s shop floor is an extension of the end-user’s compliance framework. A chemical or oil & gas procurement team isn’t just buying PTFE gaskets; they are auditing the material genealogy. Their auditor will ask if your extrusion process prevents ferrous contamination. Is your machine’s barrel chrome-plated with a documented hardness profile, or is it nitrided steel that could eventually shed particles into the paste? Is the hydraulic system a leak-risk that might introduce hydrocarbon contamination onto the shop floor and, by extension, the polymer?
The machine’s entire fluid power design must demonstrate containment. If your facility can’t produce a material cert linking that specific billet to a specific extruder log—showing ram pressure, hold time, and sintering curve with a traceable sensor ID—you fail the audit. This is where the data architecture of the machine becomes inseparable from its mechanical function. A compact precision line like the SUKO PFB80, designed for rod diameters from 25 to 80mm, illustrates the point: it logs every extrusion cycle with full hydraulic pressure curves, ram speed profiles, and operator ID, all time-stamped and exportable. That batch record isn’t a nice-to-have for ISO day—it’s the document that proves to a procurement auditor that part number 4731-RevB was made within validated parameters and can be traced back to a specific resin lot. In this arena, the machine isn’t just a capital asset; it is a legal instrument of quality assurance. A procurement officer will kill a supplier not because the parts are bad, but because the machine’s design architecture cannot prove they are good.
SUKO (Suko Fluoropolymers) has specialized in PTFE and high-performance polymer processing equipment since 2006 — over 19 years of manufacturing experience in Changzhou, China. Our product range covers PTFE rod ram extruders from 4mm to 500mm diameter, PTFE tube ram extruders, corrugated tube machines, sintering furnaces, and automatic molding presses. We hold ISO 9001:2015 certification, and our machines are in service across more than 50 countries. Every machine ships with a documented build record, test log, and operating parameter sheet. Our Changzhou facility maintains an in-house spare parts inventory — most critical wear components ship within 72 hours, no transatlantic lead times, no bonded warehouses.
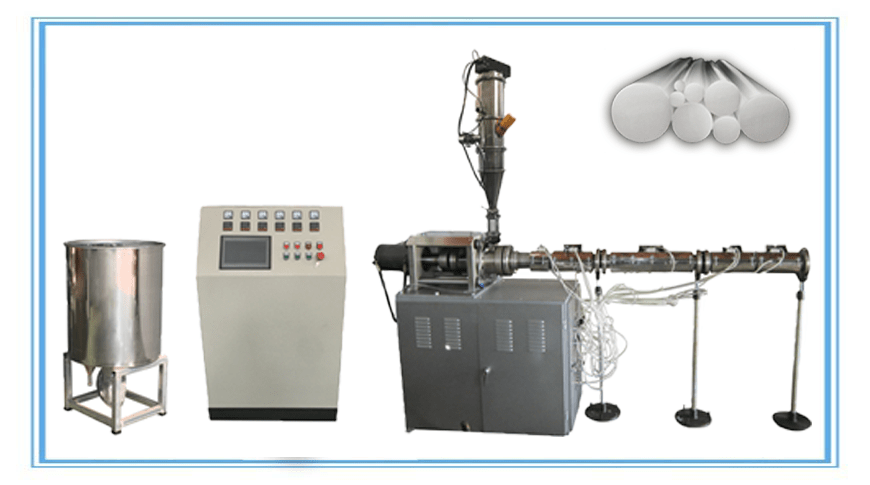
PTFE Rod Ram Extruder PFB150 — SUKO Mechanical Station